
反渗透系统故障诊断和排除
1.常见故障情况及判断
1.1.金属氧化物污堵
如果发现如下情况,则可能发生金属氧化物污堵:
| 标准产水量 | 下降 |
| 标准透盐率 | 增加 |
| 标准化压降 | 正常或下降 |
| 故障点增加 | 主要发生在一段 |
检测进水中的铁、铝和锰含量。打开***段的膜壳,并观察***支膜及其附近膜壳内壁,可以看到黄色、棕色或者黑色的污垢。下图是受到铁污堵的膜元件解剖图:


发生金属氧化物污堵后,可对清洗液中的离子进行分析作进一步判断。针对不同的金属氧化物污堵清洗可以采用酸性清洗剂、焦亚硫酸钠溶液清洗。应强化预处理对金属氧化物的去除效果,否则系统运行会再次出现污堵。
1.2.微生物污染
如果发现如下情况,则可能发生微生物污染:
| 标准产水量 | 下降 |
| 标准透盐率 | 增大 |
| 标准化压降 | 增大 |
| 故障点增加 | 主要是二段 |
可以通过检测进水、浓水和产水中的总细菌数来进一步作判断,如果进水、浓水或者产水中含有大量的细菌,表示已经产水或者存在微生物污染。如果可以打开被污染的膜壳,可以发现膜壳内壁和受污染的膜,用手触摸微生物有一种滑腻的感觉,并常常伴随着恶臭。微生物污染是膜系统***常见的问题,且常常伴随着***物污染。下图是一个受微生物污染的膜元件端面实图:

1.3.结垢
如果发现如下情况,则可能发生结垢:
| 标准产水量 | 下降 |
| 标准透盐率 | 增大 |
| 标准化压降 | 增大 |
| 故障点增加 | 主要是二段 |
检测原水水质,并分析浓水中的Ca,Mg,Sr,SO₄2-,SiO₂,F–,PO₄3-等离子和LSI 或者SDSI。打开***末段的膜壳,并观察***支膜及其附近膜壳内壁,可以看到白色的垢物,用手触摸垢有一种粗糙的感觉。将***支膜取出来称重,会发现该膜元件比正常元件重许多。
下图是结垢膜元件的解剖图:

下图是硫酸钡和硫酸钙垢样的SEM图。
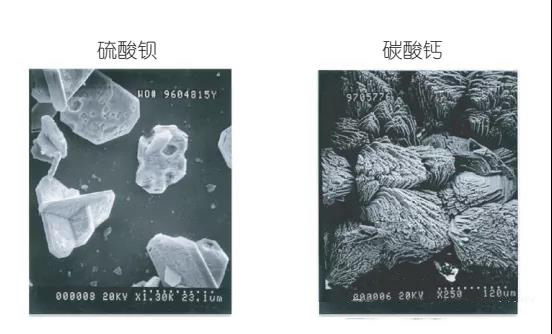
发生结垢后,对垢样进行化学分析或者X-射线分析,或者对清洗液作金属离子分析可以确定垢样的类型。
1.4.***物污染
如果发现如下情况,则可能发生***物污染:
| 标准产水量 | 下降 |
| 标准透盐率 | 降低或增加 |
| 标准化压降 | 正常 |
| 故障点增加 | 所有段都有可能 |
可以通过检测进水的TOC和BOD5来进一步作判断,如果进水中的TOC和BOD5含量很高,表示***物的污染可能性较大。检测进水的SDI15,可分析SDI膜片上的截留物来作判断。打开被污染的膜壳,可以观察膜壳内壁和受污染的膜,用手触摸***污垢有一种滑腻的感觉。***物污染往往伴随着微生物污染。***物的污染如下图所示。

当***物污染产生的时候,清洗可以采用可以采用碱性清洗剂或者NaOH等溶液。应采取比如改进活性碳运行状态或者更换活性碳等措施优化预处理,否则系统运行会出现再次污染。
1.5.胶体污染
如果发现如下情况,则可能发生胶体污染:
| 标准化产水量 | 下降 |
| 标准化透盐率 | 稍有增加或正常 |
| 标准化压降 | 正常或增加 |
| 故障点 | 主要发生在***段 |
可以通过检测进水SDI 进一步作判断,如果进水SDI 不理想(>4 甚***>5),那么应该引起重视,并对SDI 膜片和保安过滤器上的截留物进行分析。或者可以打开膜壳,观察***段***支膜元件端面和附近膜壳内表面是否有沉积物。
1.6.颗粒物、悬浮物污堵
如果发现如下情况,则可能发生颗粒物、悬浮物污堵。
| 标准产水量 | 下降 |
| 标准透盐率 | 正常或增加 |
| 标准化压降 | 增加 |
| 故障点增加 | 主要发生在一段 |
打开***段的膜壳,并观察***支膜的端面及其附近膜壳内壁,可以看到污堵的颗粒物和悬浮物。
下图是颗粒物污堵的膜元件端面图。

下图是受悬浮物污染的膜元件解剖图

当膜元件受到颗粒物,悬浮物污堵的时候,应该检查保安过滤器和多介质过滤器、活性炭等是否发生了泄漏或者严重的运行不良。
1.7.形圈泄露、膜封套泄露
如果发现如下情况,则可能发生O形圈,密封圈,膜封套泄漏。
| 标准产水量 | 正常或上升 |
| 标准透盐率 | 上升 |
| 标准化压降 | 正常 |
| 故障点增加 | 随机 |
测定每个膜壳的产水电导率,找到有产水不合格的膜壳。然后,对产水不合格的膜壳,采用产水管内产水电导率探测技术,以检查内连接件和适配器处的O形圈是否泄漏,如果发现泄漏,可以更换O形圈,或者将O形圈缠上生料带达到密封效果。
通常,O形圈泄漏主要由于安装不正确(如膜元件之间或膜元件与适配器之间留有间隙),或者机械应力(如水锤)导致。膜封套泄漏有几种可能:产水背压导致脱盐层和支撑层脱离,膜片受到颗粒物磨损。
1.8.氧化
如果发现如下情况,则可能发生颗粒物、悬浮物污堵:
| 标准产水量 | 上升 |
| 标准透盐率 | 增加 |
| 标准化压降 | 正常 |
| 故障点增加 | 主要发生在一段 |
检测进水中余氯、臭氧、溴、高锰酸钾等氧化物或者ORP,当上述指标超标的时候,说明膜氧化的可能***。
下图是受到氧化的膜元件解剖图(染料测试结果):

1.9.高压降或水锤
进水与浓水的压力差称压降,对于常见的6芯膜壳,其***承受压降3.45bar,单支膜元件承受的***压降为0.69bar。当压降超过上述***的时候,膜元件可能受到机械应力的损伤,可能导致膜的玻璃钢外壳破裂和进水隔栅被挤出。
高压降往往由于膜元件进水隔栅被堵塞而导致。此外,系统启动过程中发生水锤,也会导致高压降。玻璃钢外壳破裂和进水隔栅被挤出不一定立即影响到膜元件产水的水质,但是膜元件的正常工作的寿命会缩短。

高压降导致进水隔栅被挤出

2.故障分析方法
2.1.数据分析、现场调查:数据分析和现场调查工作是进行诊断、排除系统故障的基础,要对系统运行实际数据进行全面分析,跟踪系统性能指标变化的细微过程,掌握现场运行过程中所有相关事件的具体情况。
Ø开始变化的时间点及相关事件。
Ø进水水质或水源的变化:TDS、温度、SDI、余氯、个别离子浓度、pH。
Ø系统运行参数的调整及结果。
Ø系统性能变化时相关的特殊事件,比如开关机、关机保护措施(关机系统快冲、停机保护、高压泵前中间水箱停留时间等)、更换保安过滤器滤芯、产水用水量变化、操作人员变化等。
Ø系统加药的变化:阻垢剂、分散剂、还原剂、加酸、预处理系统加药,包括药剂供应商的变化。
Ø变化的方式确认,比如缓慢的平稳变化,较快的但均匀的变化,加速的变化,突变。
2.2.数据标准化:确认系统性能参数下降的实际值,排除水质及运行参数变化对系统性能的影响。
2.3.核查系统设计的合理性:检查系统预置参数可能存在的问题。膜元件选型、膜元件排列方式、泵配置、系统运行参数、结垢倾向、浓差极化比、预测产水水质等。
2.4.压力容器探测:发现问题膜元件,绘制系统脱盐率分布图,了解系统脱盐率下降的规律性,为污染性质判断提供依据。
2.5.O型圈检察
2.6.膜元件污染观察分析:首末端膜元件端头目测观察,膜元件称重,污染物化学分析和仪器分析,确定污染物的物理化学特性。
2.7.污染原因分析:查明系统污染的原因,尽量从源头控制膜污染。
| RO故障分析汇总表所 | ||||
| 标准化产水量 | 标准透化盐率 | 标准化压降 | 故障点 | 可能原因 |
| 降低 | 正常或升高 | 正常到增大 | ***段 | 金属氧化物污染胶体污染微生物污染 |
| 降低 | 升高 | 上升 | ***段 | 结垢 |
| 降低 | 减低或略有降低 | 正常 | 所有段 | ***污染物 |
| 正常或下降 | 升高 | 降低 | 所有段 | 回收率太高 |
| 正常或上升 | 升高 | 降低 | 随机 | O形圈泄露 |
| 升高 | 升高 | 降低 | ***段 | 膜氧化、膜破损 |